Abstract

Syngas from biomass gasification can be used in downstream process industries such as city gas, hydrogen production, etc. In this review, the effects of biomass feedstock properties, and gasification reaction conditions (temperature, gasifier type, etc.) on syngas properties are systematically reviewed. In summary, the cracking and reforming of volatile fractions in the gasification process and the catalytic effect of alkali and alkaline earth metals in the ash on the gasification have a direct impact on the syngas yield. And biomass pretreatment (i.e., terrifying/hydrothermal carbonization) can reduce the moisture content, which can effectively reduce the energy required for gasification and enhance the calorific value and syngas yield further. The fixed-bed gasifiers produce lower amounts of syngas. The concentration of H2 is significantly increased by adding steam as a gasification agent. Additionally higher gasification temperatures produce more syngas, and an equivalence ratio of about 0.2–0.3 is considered suitable for gasification. For the influence of feedstock on syngas, this paper not only reviews the feedstock properties (volatile, ash, moisture) but also compares the influence of two pretreatments on syngas yield and proposes that the combination of torrefaction/hydrothermal carbonization and a multistage air bed gasifier is an important research direction to improve the combustible components of syngas. In addition to the summary of commonly used single gasification agents, two or more gasification agents on the concentration of syngas components are also discussed in the gasification parameters, and it is suggested that further research into the use of more than one gasification agent is also important for future syngas production.
This publication is licensed under
1. Introduction
ARTICLE SECTIONS
Fossil fuel utilization for energy production in coal-based power plants has increased the average surface temperature of the planet, which has contributed to huge ecological imbalance and global warming. Biomass is regarded as one of the most potential environmentally friendly energy feedstocks to address the global climate change, energy shortages, and environmental degradation issues. As a result, more and more nations and areas are legislating to promote the use of biomass energy. Biomass energy has been designated as the fourth primary energy in the global market. (1) Biomass can be classified into three categories, according to the source: municipal solid waste (kitchen waste, municipal garden waste, household garbage, etc.), industry (wine lees, pressing byproducts, pharmaceutical residues, etc.), and agriculture and forestry (crop waste, livestock manure, forestry processing waste, etc.). (2) About 600 million tons of standard coal (this is coal with a calorific value of 7000 kcal/kg (kilograms), which is an expression of standard energy) is used for energy production in China, while the total quantity of biomass resources transformed into standard coal is between 1 and 1.5 billion tons each year. (3)
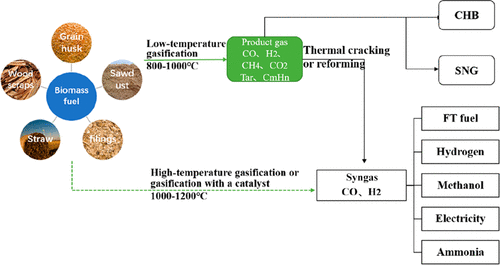
Biomass gasification is one of the most effective methods for converting biomass into diverse types of energy. Gasification is the partial oxidation of biomass into syngas at elevated temperatures. Gasification technology depends on a sequence of fundamental reactions such as dehydration, pyrolysis/devolatilization, and gasification to transform the biological composition of biomass such as carbohydrates, proteins, and lipids into syngas that contains alkane hydrocarbons such as CO, H2, CH4, CmHn, etc. (4) The conversion efficiency of gasification ranges between 70% and 90%, depending upon the parametric conditions and reactor. (5) Applications of syngas produced by biomass gasification are cleaner and more efficient than those of direct combustion, as the gas is easier to store and transport than solids. (6) The application of biomass gasification syngas is shown in Figure 1. Syngas has an energy density around 30% lower than that of natural gas, making it unsuitable for distribution. However, it can be used as a fuel for vehicles and fuel cells, as well as to create other chemicals, including synthetic natural gas, methanol, and petroleum. (7)

Biogasification technology has made rapid progress as a new technology for energy development in recent years, and many national and international researchers have carried out various studies in this field. Table 1 summarizes some significant research in biomass gasification. Most of these studies focused on the influence of biomass feedstock and gasification parameters on the gasification performance of the reaction. There are few which summarized the effects of feedstock properties, gasification parameters, and gasifier use on the concentration, yield, quality, and properties of each component of syngas in the biomass gasification process, which is known to be significant for downstream applications. Therefore, this review supplements a previous summary (13,14) with recent research progress on gasification parameters and gasifiers affecting syngas. The effects of volatile fraction, ash, and moisture on gasification syngas are added, and a comparison of the different effects of two pretreatments, baking and hydrothermal carbonization, on syngas yield and calorific value is presented. This paper provides a comprehensive evaluation of biomass gasification and its downstream operations and suggests future research directions. This article also offers a comprehensive evaluation of biomass gasification and downstream business as well as future research directions.
Table 1. Recent Review on Biomass Gasification
| researchers | year | remarks | ref |
|---|---|---|---|
| Couto et al. | 2013 | type of fuel (wood), gasifier type, operational conditions (temperature, pressure and oxidizing agent). | (13) |
| Richardson et al. | 2015 | gasification reactors | (15) |
| Molino et al. | 2016 | gasification reactors | (8) |
| Singh et al. | 2016 | feedstock type (cellulose, hemicelluloses, and lignin), quality, and inherent moisture content, particle size and density, operating conditions, steam (or other gasification gas)-to-biomass ratio (S/B), air equivalence ratio (ER), catalyst, SER (sorbent-to-biomass ratio) | (9) |
| Sansaniwal et al. | 2017 | pretreatment (drying, densification, grinding), type of feedstock (cellulose, hemicelluloses, and lignin), gasification reactors, operating parameters (temperature, pressure, gasifying agents/media, ER, residence time) | (10) |
| Thakkar et al. | 2018 | gasifier, operating parameters (temperature, gasifying agents/media, ER, bed material, S/B, biomass particle size, bed height) | (11) |
| Gu et al. | 2018 | gasifying agent, gasification temperature, ER | (14) |
| Mishra et al. | 2021 | hydrothermal technology, gasifiers, gasification parameters (temperature, pressure, bed material, type of biomass (cellulose, hemicelluloses and lignin), ER, residence time, particle size, S/B | (12) |
| feedstock type (volatile, ash, moisture), pretreatment (torrefaction, hydrothermal carbonation), gasifiers, operating parameters (temperature, gasifying agents/media, ER) |
2. Influences of Biomass Feedttock Properties on Syngas
ARTICLE SECTIONS
Proximate analysis gives the composition of the biomass in terms of gross components such as moisture, volatile matter, ash, and fixed carbon. (15) Even within the same biomass, different biomass feedstocks have different moisture, ash, and volatile matter contents and different elemental compositions.
2.1. Effect of Volatile Matter on Product Distribution
The volatile content of a solid fuel indicates the concentration of organic hydrocarbon content in biomass feedstock. This parameter helps not only to determine the amount of fuel generated but also the ability of the biomass feedstock to be ignited and perform thermal conversion. The effect of volatile content on syngas is on the one hand related to the gasification temperature. When the gasification temperature is high, the volatile content can be secondarily pyrolyzed into small-molecule gases such as CO, H2, CH4, and so on, which will increase the syngas yield. Martinez et al. (16) in their paper proposed that the gasification temperature modulates the elemental composition of the volatiles and can control the composition of the syngas. Similarly, according to Huang et al., (17) by increasing the gasification temperature from 600 to 700 °C, the tar is more easily converted to gas species such as H2, CO, and CH4, resulting in a significant decrease in tar yield to 4.7% and an increase in overall gas yield. On the other hand, the pyrolysis and/or the gasification process, the reforming of the volatile components, and the gasification of the char are also significant for the syngas yield. González-Vázquez et al. (18) investigated how biomass VM affects the composition of syngas, as shown in Figure 2. (18) In the actual gasification process, pyrolysis and gasification of the biomass feedstock occur simultaneously, with the pyrolysis reaction being faster than gasification. And the higher the volatile content, the greater the effect of pyrolysis on syngas yield. It is worth noting that higher VM in biomass samples leads to higher gas yields during pyrolysis. CO is the main gas component in the pyrolysis process. When the volatile content of biomass is high, the fixed carbon content will be relatively low. Consequently, the H2 content of the product gas tends to decrease with increasing MV, while increasing MV positively affects the CO concentration. Furthermore, an increase in VM has a favorable effect on HHV but has an opposite effect on the H2/CO ratio.

2.2. Ash Content
Ash is a byproduct from the gasification of biomass comprised primarily of inorganic materials that remain after the volatile content of burned biomass. In general, agricultural biomass has more ash, and forestry biomass contains less ash than rice husk, which can contain up to 10% ash, with less than 1% ash in pine wood. (19) When the ash content is too high, it leads to slagging in the furnace, reduces the biomass gasification reaction, lowers syngas production, and influences syngas quality. According to Chan et al., (20) a high ash content reduces char production and thus syngas production, as well as particulate emissions that need to be eliminated by downstream gas cleaning procedures. According to Maitlo et al., (21) high ash levels in biomass can cause issues like catalyst sintering and reactor blockage during the gasification process. As the amount of ash in poultry manure rises from 17.2% to 25.1%, the content of alkali metals and Si elements in the biomass also increases, which results in a lower ash melting point and a high risk of molten slag formation on the exterior of agglomerated particles. As a result, the effectiveness of gasification was reduced from 63% to 33%, H2 and CO concentrations were reduced significantly, and the HHV of syngas declined from 4.3 to 2.6 MJ/m3. Most agricultural biomass has a high ash content, a high content of activated AAEMs in the ash, and a low amount of substances that cause deactivation of activated AAEMs in the feedstock. When the gasification reaction conditions tend toward nondeactivation of activated AAEMs, the catalytic effect will be better and the hydrogen content of steam gasification will be higher with the same content of feedstock. (22−24) Jiang et al. (25) employed an up-suction gasifier to use steam as the gasification agent to gasify two common agricultural biomasses. Figure 3 compares the syngas from virgin biomass with biomass that has been water- and acid-washed, and the findings demonstrate that the existence of AAEMs promoted both the homogeneous hydrocarbon reforming and water-gas conversion reactions as well as the nonhomogeneous semicoke-water vapor reaction; the formation of CO, CH4, C2H4, and C2H6 is suppressed while more H2 and CO2 are produced.

2.3. Moisture
While using biomass as a feedstock, one of the crucial elements is the moisture content because high-moisture biomass is not appropriate for thermochemical conversion. (26) In general, biomass can be processed in a gasifier with a moisture level below 35%; the ideal moisture percentage should be between 10% and 15%. (27) When the moisture content in the biomass feedstock is too high, it will largely reduce the gasification temperature of the reaction, affect the gasification performance, make the gasification reaction incomplete, and reduce the syngas yield and the concentration of combustible gas. A high moisture content (>40%) in the biomass, according to Ghassemi et al., (28) lowers the operating temperature and impairs gasification performance. Pfeifer et al. (29) in their study concluded that the effect of moisture content is greater than the effect of S/B. And in the moisture content analysis, in the case of using biomass with high moisture content, wood chips with different moisture contents showed a decrease in temperature in the gasifier. Besides lowering the gasification temperature, the moisture content of the feedstock also has an effect on the H/C of the input feed, and the change in H/C affects the calorific value of the syngas. Narváez et al. (30) analyzed the effect of H/C (total number of H atoms divided by the total number of C atoms in the feed to the gasifier) in the feed on syngas. The H/C ratio is a measure of the steam content of the gas in the gasifier. A certain amount of H2O in the feedstock increases the calorific value of the gas because it affects the reactions of steam reforming (of tar), char gasification, water gas, and water gas conversion. When the H/C is increased to 2.3 (increasing the water in the biomass to 25%), the H2 content in the syngas increases greatly. The calorific value of the gas increases by about 1 MJ/Nm3 when the H/C is increased from 1.6 to 2.2.
3. Effect of Biomass Pretreatment on Syngas
ARTICLE SECTIONS
Biomass pretreatment techniques such as torrefaction, hydrothermal carbonization, forming, etc. can significantly enhance the properties of biomass by removing impurities. Pretreated biomass is suitable as a feedstock for gasification.
3.1. Effect of Torrefaction
Torrefaction and hydrothermal carbonization are methods that use H/C and O/C, while increasing the relative content of fixed carbon and coalification degree of biomass at 200–320 °C. (31) These modifications raise the biomass’ calorific value and energy. (32) González-Vázquez et al. (18) investigated the air–steam gasification of 10 biomass fuels to assess the process performance and product gas composition in a bubbling fluidized bed gasifier, concentrating on various biomass gasification features. The findings demonstrated that the combustible gas yield of the torrefied biomass under identical study conditions is comparable to that of the corresponding virgin biomass, with a slightly greater H2 yield and efficiency. Manatura et al. (33) gasified rice husk at 800 °C and ER = 0.2. The equivalence ratio also plays an important role in determining the overall efficiency. The most proper ERs for RHP-250 and RHP-350 are 0.3 and 0.2, respectively. The results shown in Figure 4 demonstrated that torrefying of biomass reduced O/C and H/C content in raw biomass and a considerable rise in the H2, CO, and CH4 content in the syngas was observed compared to raw biomass. The reduction reaction that occurred during the gasification process converts part of the CO2 to CO (C + CO2 ↔ 2CO) and reduces the CO2 content in the syngas. Both Couhert et al. (34) and Chen et al. (35) have also shown in their studies that roasting improves biomass properties, which are approaching those of coal, and can increase the content of combustible gases in biomass gasification syngas.

3.2. Effect of Hydrothermal Carbonation
Hydrothermal carbonation (HTC) is a thermochemical process that transforms biomass into a high-carbon-solid (hydrocarbon) product, with some liquid byproducts (bio-oil mixed with water) and negligible gases. (36,37) Lin et al. (38) used the hydrochar derived from real MSW employing hydrothermal treatment were gasified under various temperatures (600–1000 °C) and atmospheres (air, CO2/O2 and steam/O2). The results showed that the syngas quality was improved, while the tar yield normally decreased with increasing reaction temperature, and the yields of H2, CO, and CH4 gradually increased with gasification temperature varying between 600 and 900 °C, while the yield of CO2 kept decreasing. A similar finding was made by Salaudeen et al. (40) using hydrothermal carbon from fruit waste for steam gasification; hydrothermal carbonization (HTC) increased the CO content and decreased the CO2 content in the syngas after gasification. Thus, H2/CO decreased and CO/CO2 increased after HTC treatment. Hydrothermal treatment also increased the HHV (high heating value) of the syngas, and the increase in reaction temperature contributed to the increase in CO concentration in the syngas. Most studies used steam as a gasification agent because of the beneficial effect on the production of hydrogen-rich gas. However, the generation of high-temperature steam during the gasification not only reduces the overall heat utilization efficiency but also increases the operating cost due to energy consumption. Huang et al. (17) used CO2 as the gasification agent, and CO2 gasification improved the carbon conversion efficiency and tar decomposition via a Boudouard reaction, leading to an obvious increase of syngas yield and calorific value.
By summarizing the effects of both biomass pretreatments on syngas, the effects of both pretreatments on syngas are positive, but comparing the two treatments, it can be seen that the hydrothermal carbonization treatment has a better effect than the torrefying treatment both in terms of syngas yield and syngas calorific value, because torrefying for biomass only removes most of the moisture and trace volatile components, while hydrothermal carbonization will reduce the water content on the one hand and densify the biomass on the other hand during the treatment process, thus increasing the syngas yield.
4. Effect of Gasifier Type on Syngas
ARTICLE SECTIONS
The biomass gasifier is a main part of gasification technology. According to feeding, there are three basic categories of biomass gasifiers: fixed-bed gasifiers, fluidized-bed gasifiers, and entrained flow gasifiers. Table 2 describes the syngas properties of gasifiers.
Table 2. Characteristics of Gases Produced by Different Types of Gasifiers (41,42)
| gasifier | characteristics of syngas |
|---|---|
| fixed-bed gasifier | updraft gasifier: lower outlet temperature, low H2 and CnHm content, high CO content, and high tar content, requiring complex purification treatment |
| downdraft gasifier: increased H2 content, tar cracking through the high-temperature zone, reduced content, and high gas outlet temperature will reduce the efficiency of the generated gas | |
| cross-flow gasifier: high tar content of gas, high gas outlet temperature, and low efficiency of gas production | |
| fluidized-bed gasifier | fast gasification rate, higher gas production rate, stable temperature in the gasifier, less tar content in the produced gas but more ash content in the gas, high content of H2 and CO with the particulate matter when blowing O2 |
| entrained flow gasifier | high gasification temperature, high intensity, almost no tar in the outgoing gas, very low CH4 and CO2, high content of H2, CO |
4.1. Fixed-Bed Gasifier
Fixed-bed gasification technology has been widely used for biosyngas production due to its advantages such as less maintenance, low production costs, and simple structure and operation. (43) The choice of biomass feedstock and gasification agent has a significant impact on the syngas production distribution of a fixed-bed gasifier. (44) The characteristics of the syngas with different gasification agents are shown in Table 3. (45) According to the direction of gas flow, gasifying agent intake and biomass feeding, the fixed-bed gasifier is classified into updraft, downdraft, and cross-draft.
Table 3. Characteristics of Syngas with Different Gasification Agents for Fixed-Bed Gasification (45)
| gasifying agent | characteristics of syngas |
|---|---|
| air | moderate char and tar content |
| steam | high H2 content in syngas and high calorific value of syngas |
| carbon dioxide | high H2 and CO content in syngas, low CO2 content, and high calorific value of syngas |
According to the “updraft” gasifier, the gas stream and the biomass entering the furnace flow in opposite directions. (46) The biomass enters the “updraft” gasifier from the top of the reactor and travels through the drying, pyrolysis, reduction, and combustion zones. The syngas is at the top, and the oxygen input is at the bottom, beneath the grate. Production gases leaving the top of the reactor may contain high tar content, making it unsuitable for feedstocks with high volatile content. Due to the filtering effect of the bed, the deposited ash has a lower chance of interacting with the product gas and can be used with feedstocks with high ash content. (47,48)
The biomass in a downdraft gasifier is in the same direction as the gas flows compared to an updraft gasifier. Biomass flows from the top to the drying section, where it removes moisture, and then further to the pyrolysis zone, where the solid fuel is converted to char and gas. The decomposition products, including gas and tar, are continuously cracked through the oxidation zone. This results in a high-quality syngas with a low tar content in a “downdraft” gasifier. (49)
The cross-flow type of gasifier is one in which the material flows downward, the air is supplied from both sides, and the gases are discharged essentially at the same level. Due to the pyrolysis and drying zone situated in the gasifier’s upper section, the air inlet develops a high-temperature area for gasification and combustion. In comparison to the other two gasifiers, the total energy efficiency is low, and the gas contains a significant proportion of oil. (41,50) The gasifiers are difficult to gasify for high-content, small-sized biomass fuels, and these gasifiers have low CO2 reduction in syngas. (49)
4.2. Fluidized-Bed Gasifier
Fluidized-bed gasification technology is widely used in the coal gasification field. The rapid development of biomass gasification technology and its applications demand developing medium and large gasification plants. Hence, this technology is becoming more obvious. (41) Compared with fixed-bed gasifiers, a fluidized-bed gasifier has a fast gasification rate, higher gas production rate, and high and stable temperature in the furnace, but the ash content in the gas discharged from the furnace is extremely high, while the fluidized-bed gasifier has complex construction and large equipment investment. (51) Fluidized-bed gasifiers can be classified as bubble fluidized beds, circulating fluidized beds, and double fluidized beds (52) based on the flow pattern and combination features.
The bubbling fluidized-bed gasifier is the most basic fluidized-bed gasifier. The biomass is directly transported on a distribution plate and then to a sand bed for thermal decomposition, producing char and volatile fractions. The large volatile fraction will then be further cracked into small molecules in the high-temperature bed. The bubbling fluidized bed has a nearly uniform temperature distribution throughout the reactor, accepts fuel particles of various sizes, produces a uniform syngas, and generates a gaseous product with a low tar level. (13) The disadvantage is that the large bubble size may lead to gas bypassing the bed and more fly ash and char particles being in the gaseous product. (53) The bubbling fluidized-bed gasifier produces more CO2 and CH4 and less H2 and CO compared to the circulating fluidized-bed gasifier. (54)
A circulating fluidized bed has excellent heat transfer thermal properties and uniform temperature spread, which can improve the reaction rate and conversion efficiency of the feedstock. The enhanced gas–solid mixing and longer residence time of the biomass coke are the key differences between the circulating fluidized bed and the bubbling fluidized bed; however, the operating costs and operational complexity of the circulating fluidized bed technology are higher. The circulating fluidized bed can achieve temperature control during the gasification process by adjusting the gas and solid flow rates in the bed. Controlling and adjusting the appropriate bed temperature helps to improve the quality and stability of the syngas. The gas–solid two-phase flow characteristics of the circulating fluidized bed allow for good distribution and mixing of the gas within the bed. This contributes to uniform gasification reactions and enhances the compositional uniformity of the syngas. As desirable qualities for the clean phase of future syngas, circulating fluidized-bed gasifiers also generates less CO2, CH4, and tar. (54)
The dual fluidized-bed gasifier is comparable to the circulating bed gasifier, with the exception that the first-stage reactor heats the fluidized medium in the second-stage reactor and the second-stage reactor feeds the first-stage reactor reaction feedstock. (41) The combustion furnace and the gasifier are the two separate components that make up the dual fluidized-bed gasifier’s structure. During dual fluidized-bed gasification, the syngas has a high CH4 and H2 concentration, but there will still be some particulate matter present because it is still in the early stages of small-scale development.
4.3. Entrained Flow Gasifier
Entrained flow gasification technology has been widely used in the field of coal gasification. (46) The applicability of the entrained flow gasifier for biomass gasification is still being studied. (46) The primary characteristics are high gasification temperature, high intensity, strong adaptability for feedstock, low tar production, and low CH4 concentration and other hydrocarbons. The requirements for the incoming feedstock while employing a gas flow bed for gasification will be greater. (10) In a fluidized bed gasifier, solid particles circulate within the bed due to the action of circulating gas, which prevents issues such as solid accumulation and coking. The gas–solid two-phase flow promotes the mixing of solid particles, leading to improved uniformity of reactions and compositional uniformity of the produced syngas. Furthermore, temperature control during the gasification process is achieved by regulating the temperature of the incoming gas and the flow rate of the circulating gas within the bed. This helps maintain an appropriate temperature range for the reactions, control the generation of byproducts, and regulate the composition of the reaction products, thereby enhancing the quality and quantity of the syngas produced. Compared with other types of gasifiers, fluidized bed gasifiers exhibit higher carbon conversion rates and production efficiency.
5. Effect of Various Operating Parameters on Syngas
ARTICLE SECTIONS
5.1. Effect of Gasification Temperature
The reactions involved in biomass gasification include oxidation, reduction, water vapor gasification, methanation, water-gas conversion, water vapor reforming, and carbon dioxide reforming with oxygen, serving as the process principal chemical reactions (Table 4). Solid carbon can be converted to syngas with various gas compositions by the reactions shown in Table 4. Figure 5 (55) depicts the process for hydrogen production via gasification.
Table 4. Main Reactions in the Biomass Gasification Process (12,56,55)
| dry |
 (1) (1) |
| pyrolysis |
 (2) (2) |
| oxidation reaction |
 (3) (3) |
 (4) (4) |
| reduction reaction |
 (5) (5) |
| steam gasification |
 (6) (6) |
| methanation gasification |
 (7) (7) |
| water-gas shift (WGS) reaction |
 (8) (8) |
 (9) (9) |

Temperature is the most crucial parameter that influences the quality of the syngas and the effectiveness of the gasification process. On the one hand, rising temperatures promote the endothermic gasification process, which increases the yield of syngas. On the other hand, higher temperatures promote the heat absorption reaction in the tar cracking reaction, resulting in lower tar content and the formation of H2, CO, and CO2 (21) and raising gas yield. Mallick et al. (57) analyzed the performance of a circulating fluidized bed gasifier using wood chips (SD), rice husks (RH), and bamboo chips (BD) as feedstock. The concentration of H2 and CO and the net production of the gases generated an increase with increasing temperature, while the tar content decreased. Waste pine chips were used as the fuel by Lan et al. (58) in air gasification in a fluidized-bed gasifier. With a fixed feedstock and ER, the CO content increased significantly as temperature was increased (from 650 to 850 °C by about 10%), on one hand, as well as higher temperature promoted a heat absorption reaction and the conversion of carbon. In addition, the cracking of tar at high temperature is very fast and, due to the secondary pyrolysis of tar, creation of a large amount of CO. Besides, the content of H2 and CH4 increased slightly due to eq 6 which is dominant at high temperature (>850 °C). Chutichai et al. (39) reported that improving the temperature corresponded to increase in both of the products corresponding to the heat-absorbing reaction and a decrease in both of the products corresponding to the exothermic reaction. As a result, elevating temperature of the gasifier and enhancing the heat absorption reactions, eqs 5, 6, and 9, will have a greater impact, increasing the production of H2 and CO and decreasing that of CO2 and CH4. In addition, the water-gas conversion reaction of steam and the reforming reaction of CH4 both produce H2 and raise H2 content. Since the water-gas conversion reaction is exothermic and the reduction reaction consuming CO2 becomes more dominant as the temperature rises, the CO2 content still drops even if CO2 is also generated during the water-gas conversion reaction. Figure 6 illustrates the changes in gas composition.

Numerous studies related to the effect of temperature on biomass gasification syngas have shown that as the gasification temperature increases, the syngas yield increases, the concentration of combustible components rises, and the calorific value of the gas improves. High temperatures during the gasification process produce the thermal cracking reaction of the tar, which breaks down the big molecules into smaller molecules such as H2, CO, CO2, CH4, and hydrocarbons with low relative molecular masses. Therefore, the thermal cracking of tar promotes the increase of combustible components in syngas and the calorific value of syngas. (5) Under the same mass condition, high temperature can promote the heat absorption reaction of gasification, so the gas yield will increase and the concentration of syngas CO and H2 will increase accordingly; under the condition of mass change, high temperature can increase the energy supply, so that the main reactions of gasification will occur to a greater extent and faster, and the yield of products will improve.
5.2. Effect of Different Gasification Agents
The volume percentage and calorific value of syngas have been determined by various gasification agents. (59) Different gasifying agents, such as air, pure oxygen, air–steam, steam, and carbon dioxide, are utilized for biomass gasification. Generally, the use of air, oxygen, steam, or a mixture thereof as the gasifying agent results in different heating values of the produced gases. (60) Air is widely used as a gasification agent due to its low cost. However, the higher percentage of nitrogen present in air results in a low calorific value of syngas. Compared to air gasification, O2 gasification provides higher reaction temperatures, faster reaction rates, larger product ranges, and higher thermal efficiencies at the same molar ratios, and higher calorific values can be obtained for syngas. Using the steam can increase the calorific value of syngas to 10–18 MJ/Nm3 compared to the low calorific value of air, while increasing H2 yields. (61) Couto et al. (13) and Chutichai et al. (39) both concluded that there was a higher calorific value and H2 concentration during steam gasification in comparison to gasification with air. (62) It has been demonstrated that using O2 or steam as a gasification agent greatly boosts the output of H2 and CO, representing a significantly higher calorific value of the syngas. Research has shown that when a mixture of steam and air/O2 is used, it can effectively increase syngas calorific value and combustible gas concentration compared to the two gasification agents alone, especially when steam is used with O2. At the same biomass feed rate, De Sales et al. (63) studied the gasification of biomass (Eucalyptus spp.) in a two-stage downdraft reactor using different gasification agents such as air, air + steam, and O2 + steam and showed that low mass water vapor, despite its lower temperature, significantly increased the H2 concentration and LHV of the syngas; particularly when O2 + saturated steam was fed into the gasifier, the H2 concentration fluctuated between 27.4 and 35.9% and the LHV between 7.13 and 8.35 MJ/m3, nearly twice as much as the concentration in air or air + saturated steam. In addition, O2 seems to mitigate the negative effects of low temperatures of saturated steam in a better way than air + saturated steam, with a lower concentration of tar in the syngas. Huynh et al. (64) used an “oxygen-enriched air” and steam mixture as a gasifying agent to increase the calorific value and combustible gas composition of syngas. This study also showed that a mixture of oxygen-enriched air and steam is a viable option as a gasifying agent and is most effective for low-nitrogen and low-moisture feedstocks. Figure 7 (53) shows the characteristics of syngas gasification with different gasification agents. Direct gasification can provide heat energy using the partial exotherm of an oxidation reaction in the reactor. The calorific value of syngas is lower than that of other gasification agents due to the presence of N2 in air as the oxidizer. The heat value of the fuel can be improved to 10–12 MJ/Nm3 using other gasification agents, such as O2, steam, CO2, or their combinations, to enhance the quality of the syngas. Isothermal (or indirect) gasification can be provided using energy sources external to the gasifier, and the calorific value of the syngas is higher compared to direct gasification. (64)Table 5 lists the benefits and drawbacks of several gasification agents. Different gasification agents have a significant influence on syngas.

Table 5. Advantages and Disadvantages of Different Gasifying Agents Used in the Gasification Process (42)
| gasification agents | advantage | disadvantage | gas component |
|---|---|---|---|
| air | cheap gas source, high economy, abundant resources, medium tar generation | with high N2 content and low H2 volume fraction, the product gas has a low calorific value, and the resulting gas is generally used as a raw material for chemical synthesis gas. | CO, CO2, H2, CH4, N2, tar |
| O2 | medium calorific value gas, a small volume of gas, reduced sensible heat loss, improved efficiency, lowest tar content, high volume of combustible components | energy consumption for O2 preparation, high cost, and poor economy | CO, CO2, H2, CH4, tar |
| steam | high H2 preparation, high and medium calorific value gas generation, and good gas quality all allow for direct fuel usage | additional equipment is required, increasing system complexity and cost and reducing equipment independence | CO, CO2, H2, CH4, tar |
| air–steam | combining the advantages of water vapor and air vaporization, the economy is obvious | relatively complex system | CO, CO2, H2, CH4, tar |
| H2 | the high calorific value of combustible gases | high reaction conditions, not currently applied, still under research | CO, CO2, H2, CH4, tar |
5.3. Effect of Equivalence Ratio
The equivalence ratio (ER) is the ratio of the real oxygen supply to fuel divided by the oxygen needed for full combustion of theoretical biomass to fuel. The equivalence ratio not only directly affects the relationship between the feed rate of biomass and the gasifier supply rate but also indirectly affects the temperature and pressure in the gasification reactor, as well as the calorific value and gas components of the gasification. The ER depends on the gasifier, the gasification agent, and the feedstock used. Lv et al. (65) showed in their experiments that the concentration of flammable gases in the syngas was higher at ER = 0.22, Mohammed et al. (66) concluded that the gas yield was higher at ER = 0.25 in a fluidized bed reactor, Maglinao et al. (67) used three different biomass feedstocks and the results showed that ER = 0.4 was the optimal value for hydrogen production in a bubbling fluidized bed, Kaewluan et al. (68) also used a bubbling fluidized bed, with the highest syngas yield and calorific value being found at ER = 0.38, and Gao et al. (69) used a fixed-bed reactor, where the ER values at maximum gas yield were found at ER = 0.22 in air gasification and at 0.05 in oxygen gasification. Entrained flow gasifiers have the highest oxidant demand (normally 20% higher than that in fixed bed gasifiers and fluidized bed gasifiers). (70) The proper ER achieves a self-heating reaction in the gasification process and reduces the external energy input so that the heat released from biomass combustion can meet the heat demand to complete the gasification process. (10) Realistically, ER should be between 0.2 and 0.4. A lower value will lead to incomplete gasification, greater char formation, and the production of low calorific value product gases, while a higher ER will convert gasification to combustion on the account of higher oxygen. Ku et al. (71) concluded that ER is a crucial parameter in gasification. As the ER is enhanced from 0.15 to 0.23, the syngas production decreases due to the oxidation reaction, resulting in the reduction of H2 and CO. This indicates that increasing ER increases the oxygen content inside the reactor, which promotes combustion. As a result, there is a particular ER value that maximizes CGE (cold gas efficiency). A thorough fixed-bed gasification model was created by Yao et al. (72) to forecast the output and quality of biochar and syngas, and Figure 8 illustrates the impact of ER on syngas productivity and CGE. As ER rose from 0.1 to 0.6, the CO2 and H2 contents reduced from 27.78% to 8.10% and 25.02% to 9.00%, respectively. The gasification reactions of biochar with CO2 and steam are more suitable at relatively high temperatures because they are heat-absorbing. (73) An increase in ER raises the temperature, which promotes the inverse water-gas reaction and thus lowers the H2 and the CO2 concentrations. HHV also declines with increasing ER. The CGE is influenced by both the HHV of the syngas and its byproducts. ER increased from 0.1 to 0.6. It initially rises as the ER rises from 0.1 to 0.25 and then falls to 61.25% at an ER of 0.6. From the foregoing, it is obvious that the choice of the ER cannot be too high or too low. More intensive research is required to identify the proper range of gasification agent.

6. Outlook
ARTICLE SECTIONS
| (1) | The distribution of gasification products is influenced by the impurities in biomass such as ash and moisture contents. It is important to understand the reaction mechanism of gasification. | ||||
| (2) | The entrained flow gasifier is the mainstream process for industrial-scale gasification. It produces a high yield of syngas and is widely used worldwide especially in a gas combined cycle due to its excellent production capacity and gasification efficiency; however, its requirements for feedstock particle size and oxygen content are extremely high. Torrefaction/hydrothermal carbonization improves the grindability of biomass and reduces the oxygen content of biomass, thereby improving the coalification degree of biomass. Therefore, the torrefaction/hydrothermal carbonization integrated with multistage entrained flow gasifier research could be an important aspect. | ||||
| (3) | Parametric optimization in particular reaction temperature and endothermic reactions would be essential research to figure out the optimum levels of parameters including temperature and syngas-favoring reactions. | ||||
| (4) | Furthermore, the selection of a gasification agent has a significant impact on the concentration of each component in the syngas. At present, the use of gasification agents is mainly based on air; although steam as a gasification agent will improve the yield of H2, the system currently used is more complex, CO2 as a gasification agent has been less studied, and O2 still has the problem of higher cost, so the research on various gasification agents should be strengthened. | ||||
7. Conclusion
ARTICLE SECTIONS
| (1) | A high volatile fraction in biomass promotes tar production and decreases the concentration of each syngas components. If the high temperature causes secondary pyrolysis of tar, the CO concentration will be increased. The effect of ash on syngas depends on the content of alkali (earth) metals in ash, and when the content reaches the promoting effect, it increases the syngas yield. The production of H2 in syngas is increased with moisture content; however, a high moisture content hinders gasification and increases energy consumption. | ||||
| (2) | Torrefaction/hydrothermal carbonization has been proven to be an efficient pretreatment approach to remove the impurities in biomass such as ash, heavy metals, etc. and improve the micronization, energy density, and higher heating value of biomass. As proven, torrefied biomass produced higher H2, CO, and CH4 concentrations than that of raw biomass; however, it requires more reaction time to be converted into gaseous product compared with raw biomass gasification. | ||||
| (3) | In terms of gasifiers, a fixed-bed gasifier produces a lower amount of syngas compared to both a fluidized-bed gasifier and an entrained flow gasifier. Although the entrained flow gasifier produces the highest amount of syngas, it has strict feedstock requirements. | ||||
| (4) | Raising the temperature accelerates the heat absorption reaction and the thermal cracking of the tar, which ultimately results in higher syngas production and the calorific value of syngas. | ||||
| (5) | Adding steam as a gasification agent considerably increases the H2 concentration. In addition, air is a more cost-effective gasification agent than steam and oxygen, although in the presence of air the H2 content is lower and the calorific value is lower. | ||||
| (6) | In general, the ER value should be between 0.2 and 0.3. The gasification of biomass with a lower ER value leads to incomplete gasification, resulting in high residual carbon content and a reduced syngas yield. On the other hand, an ER value >0.3 results in higher oxygen content inside the gasifier, which leads to the combustion of biomass and produces more CO2. | ||||
